För en tid sedan blev jag, tillsammans med mina kollegor, utsatt för ett test. Vi skulle uppskatta produktkostnaden för ett par olika produkter inom våra produktfamiljer.
Vi skulle dels uppskatta den totala tillverkningskostnaden, men också priset från leverantör på alla olika komponenter produkterna består av. Det var inte många av oss som hade rätt, och då var priserna redan förtryckta, allt vi behövde göra var att lista komponenterna och uppskatta tillverkningskostnaden.
Att förstå värdet av det vi producerar tror jag är nyttigt. Dels för att vi skall respektera produkterna mer, och försöka minska onödig kassation. Men även för att vi skall kunna förstå och utveckla produktionsarbetet så att vi kan behålla dom nuvarande priserna på våra produkter samtidigt som vi kapar tillverkningskostnaderna. Om även våra leverantörer förfinar tillverkningsmetoderna, och vi samtidigt investerar i bättre verktyg kan kostnaderna på sikt ytterligare sänkas.
Om vi, utöver leverantörspriserna, förstår vad varje arbetsmoment faktiskt kostar är det enklare att förstå hur mycket ett förändrat arbetssätt samt inköp av verktyg eller maskiner får kosta för att det skall vara lönsamt. Givetvis är det då viktigt att ha korrekta tider för varje arbetsmoment, annars är det en enda stor gissningstävling.
På tal om tidsstudier. Av någon outgrundlig anledning väljer många att enbart mäta arbetsmomenten, men utelämnar tid för att hämta och lämna material och färdiga produkter med mera. Det om något är tid man bör mäta och tillsammans med frekvensstudier och spaghettidiagram använda för att reducera onödiga transporter och rörelser som inte skapar värde utan enbart är en kostnad.
Vi transporterar väldigt mycket olika saker på min arbetsplats, och hämtar material och verktyg från flera olika ställen. Jag har efterlyst spaghettidiagram för att visualisera hur mycket vi faktiskt går för att exempelvis hämta tejp, vilket är fallet i detta blogginlägg. Tyvärr har man ännu inte gjort det, men hoppet är det sista som dör.
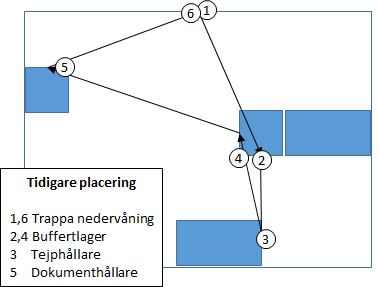
Vi börjar från arbetsmomentets början. När vi slutfört arbetsmomentet på arbetsstationen transporterar vi produkten ned för en trappa och bort till ett backställ, liknande det man kan ställa brickorna på vid caféer, vilket används som buffert inför nästa arbetsmoment. För att säkerställa spårbarhet och att produkterna tas i rätt ordning tejpar vi fast en sorts godsflagga på plastbacken. Problemet har hittills varit att det inte funnits någon tejp i närheten, oavsett vilken layout produktionen har haft.
Med nuvarande layout måste vi, efter att ha gått från trappan till buffertlagret, gå cirka sju meter, uppmätt utan måttband, och ta loss en bit packtejp och därefter gå samma sträcka tillbaka för att tejpa upp godsflaggan. Jag har också konstaterat att många först hämtar tejphållaren, tejpar upp godsflaggan och sedan måste lägga tillbaka tejphållaren och återvända till bufferten. Då blir det nästan 28 meter gångväg.
Efter att godsflaggan tejpats fast går vi med tillverkningsordern för avrapportering och placerar den i en dokumenthållare på väggen. Nu kan vi äntligen gå upp och påbörja nästa arbetsmoment.
Eftersom jag inte har mandat att ändra produktionsförfarandet så gjorde jag det näst bästa. Minskade tiden det tog att hämta packtejp från hållaren. Det bör också nämnas att den inte alltid är där. Vad jag gjorde var att montera en hållare, egentligen för verktygstavlan, på vagnen med hjälp av buntband. En tejphållare vi redan hade placerades på vagnen. Uppskattningsvis minskar vi distansen cirka 280 – 560 meter per vecka. Om tejphållaren är kvar efter semestern eller om mina kollegor förkastat idén är något jag får se framöver. Jag har åtminstone förklarat för min närmaste chef vad jag gjort och varför.
Det sägs att man bör gå minst 10 000 steg per dag, och det är något som restaurangbiträdet på en närliggande lunchrestaurang såg ut att göra. Eftersom det är semestertider var anstormningen vid lunchtid inte så stor, men det tog ändå ett par minuter att få maten. Orsaken var till viss del, enligt vad jag kunde se, placeringen av utrustningen bakom disken.
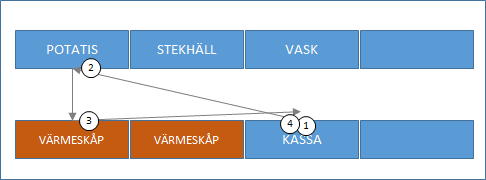
Som kund beställde och betalade jag maten, biträdet gick då ned i ena hörnet, en sträcka på cirka 6-8 meter enkel väg, och lade upp potatis på tallriken. Därefter vände hon sig och tog pannbiff från värmemontern och därefter gick hon tillbaks till kassan och placerade tallriken på en bricka.
Nu förstår jag att en lunchrestaurang har flera rätter på dagsmenyn och måste sprida ut utrustningen bakom disken, särskilt om utrymmet är dåligt planerat. Men trots att det bakom sitter en vask så finns ändå utrymme att placera, och omplacera, utrustningen för att komma närmre kassan.
Vidare kunde jag konstatera att man placerat någon form av färdigpaketerad sallad, eller liknande, i den kyl-/värmemonter, som ligger närmast kassan. Om det nu är så att man i förväg lagt upp mat i plastlådor för avhämtning är det smidigt, under förutsättning att man har en bra prognos över vilken mat som säljer och i vilka mängder, så att man inte slänger mat i onödan.
Men frågan kvarstår. Hur bör utrustningen med maten placeras för att minska mängden rörelser och transporter så att man minskar tiden vi kunder står i kö. Personligen anser jag att den mat som säljs mest, all mat för den delen, bör placeras i anslutning till kassan så att biträdet slipper gå den, ej värdeadderande tiden, från kassan till kastrullen med potatis och tillbaka efter att hon hämtat resterande mat ur värmeskåpet.
Nu är jag inte restaurangbiträde, utan produktionsmedarbetare inom tillverkningsindustrin. Men personer som säger att flödeskartläggningar, frekvensanalyser och spaghettidiagram inte är tillämpbara utanför bilindustrin har mycket att lära.
Vi har alla någon gång hört talesättet ”Om det enda verktyg man har är en hammare tenderar man att se varje problem som en spik.” Den gyllene hammaren skrevs först av Abraham Kaplan 1964: ”I call it the law of the instrument and it may be formulated as follows: Give a small boy a hammer, and he will find that everything he encounters needs pounding.” Men den mer populära varianten kommer från Abraham Maslows The Psychology of Science, från 1966.
Utgår vi från att Lean production är ett verktyg, vilket många felaktigt gör, skapat för bilindustrin och försöker applicera det på andra verksamheter skapar man troligtvis mer problem än vad man tidigare haft, eller så uppnår man nollresultat eftersom nya problem uppstår medan andra försvinner.
Lean production är en filosofi om hur man arbetar med att identifierar och eliminerar slöserier för att maximera den värdeskapande tiden man arbetar med produkter eller tjänster.
Många framhåller Toyota Production System (TPS), vilket för övrigt byggdes upp innan Lean fanns som en definition, som ett föredöme. Och i TPS finns verktyg som 5S, Just-in-Time, 7+1 slöserier och många fler. Problemet är att många okritiskt försöker kopiera TPS utan att förstå vad som gjort Toyota, åtminstone historiskt sett, till ett framgångsrikt företag.
Man kan, och till viss del bör, kopiera dom verktyg som Toyota Production System innehåller. Men samtidigt är inte alla verktyg applicerbara inom alla organisationer, eller på samma vis som vid Toyotas produktion av bilar. Dessutom bör man själva utveckla sitt eget produktionssystem, med egna verktyg, egna värderingar och principer.
Som du förstår blir det problem om man med Toyotas produktionssystem i bakhuvudet försöker att implementera Lean production i exempelvis en skolmiljö, eller inom tjänstesektorn. Detta betyder givetvis inte att man bör undvika Lean på sådana arbetsplatser, utan att man bör fundera på vad man vill uppnå, varför man vill uppnå det och hur målet skall uppnås.
Tidigare har jag skrivit om Paul A. Akers, entreprenör, grundare och ägare av FastCap LLC., ett företag som tillverkar ett flertal olika produkter med inriktning mot hantverkare. I sin bok 2 second lean beskriver han hur företagets egna verktyg fungerat mycket bättre för dom, än exempelvis Kaizen event. Och av videoklippen på YouTube att döma så ligger företaget i framkant vad det gäller medarbetardriven utveckling av arbetsmetoderna. Trots att det ofta är mycket små förändringar som kontrolleras med tidtagarur och dokumenteras med en mobiltelefon.
Så, för att avrunda. Vad har jag tagit upp i detta blogginlägg? Att Lean production inte är en hammare och att alla organisationer är olika och inte bör behandlas som spikar. Du har också kunnat läsa om att även om det finns framtagna verktyg behöver inte det betyda att dom nödvändigtvis är rätt för din arbetsplats, det kanske behöver utvecklas skräddasydda verktyg just för era arbetsuppgifter.
Till sist. Förbättringsarbete skall vara kul, annars händer det ingenting!
När jag för ett par dagar sedan fick uppdraget att kontrollera två mätvärden i en av våra maskiner lyckades jag minska tiden det tog att anteckna värdena i den utskrivna tabellen med flera sekunder per test genom att till viss del förstå hur maskinen fungerade och se mönster.
Maskinen i fråga har ett flertal olika fixturer vilka kan användas separat eller alla tillsammans för att minska den totala tiden per produkt. Mitt uppdrag var att anteckna två mätvärden under fem tester per fixtur. Till en början lät jag testet pågå och antecknade värdena i tabellen och påbörjade sedan nästa test. Men med små enkla knep lyckades jag arbeta in den tiden.
Genom att förstå att det första mätvärdet inte förändrades under dom 15 sekunder testet pågick kunde jag använda den tiden att notera värdet i mitt dokument. Senare förstod jag att när värdet ändrats sedan förra testet men inte rörde på sig, innan nedräkningen, fanns det möjlighet att anteckna det.
Efter att testet slutförts noterade jag det andra värdet och påbörjade nästa testomgång. Också där kunde jag se ett mönster, även om jag påbörjade testet förändrades inte det andra värdet förrän nedräkningen påbörjades. Jag kunde alltså påbörja testet notera det andra värdet på föregående test och därefter första värdet på nuvarande test. Innan nedräkningen på 15 sekunder.
Samtidigt förstod jag att det andra värdet alltid, om något inte var allvarligt fel, skulle börja med samma siffror, 0.0. Jag använde då mina 15 sekunder per testomgång, fem test per fixtur, till att anteckna 0.0 i varje ruta. Som du förstår handlar det givetvis om sekunder, men 15 sekunder på fem tester blir 1,25 minuter per fixtur. Uppskattningsvis tar tiden för första värdet ca 5-10 sekunder innan nedräkningen påbörjar. Genom att förbereda anteckningarna under pågående test arbetade jag under ca 25 minuter som annars kunde varit dötid. Väntan är ett av 8 slöserier.
Frågan är hur många av mina kollegor som skulle kunna räkna ut något sådant, eller om intresset för det ens finns. Nu handlar detta om ett enskilt funktionstest av maskinen och inte hur det dagliga arbetet fungerar. Men frågan är hur mycket tid vi kan kapa genom att arbeta in tid på ovan nämnda vis.
Att transportera material och produkter oftare och längre sträckor än vad som är nödvändigt är ett slöseri av resurser som inte tillför något värde till kunden. På min arbetsplats har vi en maskin som alla produkter inom ett visst sortiment skall gå igenom. För en tid sedan upptäckte vi, efter en förändring, att genomloppstiden blivit allt längre, något som givetvis påverkade produktionsmålen negativt.
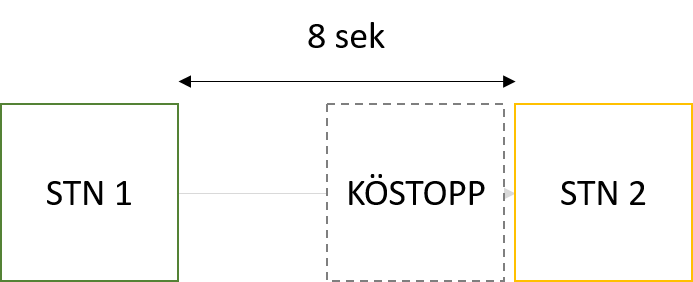
Under föregående vecka kom en programmerare, automationstekniker är nog det korrekta namnet, ut och såg över maskinen och möjliggjorde ett köstopp så att om tiden mellan dom två första stationerna skiljer sig så kan produkten vänta utanför nästa station tills cykeln är klar. Om maskinen inte går i otakt, alltså helt felfritt, så transporteras produkten mellan dom två stationerna ungefär samtidigt. Jag frågade om det inte vore bättre att förskjuta testet vid första cykeln, istället för att man nu har möjlighet att själv påverka produktens flöde genom maskinen eftersom jag trodde det skulle snabba upp tiden, men jag fick tyvärr ingen förståelse för det.
Eftersom jag sedan en tid tillbaka har en klocka med tidtagarur kunde jag mäta tiden det tog att transportera produkten mellan dom två första stationerna. Transporttiden var cirka 8 sekunder mellan cyklerna. Med hjälp av dom fyra grundläggande räknesätten kunde jag räkna ut att transporttiden blir omkring 2,5 – 3 timmar per dag, eller upp till 15 timmar per vecka. Då har jag enbart tittat på tiden mellan dom två första stationerna i maskinen, det finns sammanlagt fem stycken. Några sekunder hit och dit spelar väl ingen roll, men som exemplet ovan visar blir det under en arbetsmånad blir drygt 68 timmar i enbart väntetid.
Transporttiden på åtta sekunder ger alltså upphov till ett annat slöseri, väntan. Stationen måste vänta minst åtta sekunder innan cykeln kan initieras. Vi har alltså två slöserier som enbart existerar på grund av att det tar för lång tid att transportera produkten. När vi nu är medvetna om slöseriet har vi två val. Antingen flyttar vi stationerna närmre varandra, eller så ökar vi hastigheten på, i detta fall, transportbanan.
Men köstoppet jag skrev om tidigare då? Ja, sedan förra veckan finns det möjlighet att köra in transporttiden så att produkten transporteras under den pågående cykeltiden för den andra stationen. I dagsläget kräver det manuell påverkan, att man helt enkelt stoppar produkten till att nästkommande produkt har gått igenom den första stationens produktionscykel varpå man släpper stoppet och produkterna går in i stationen, eller väntar bakom. Transportsträckan minskar inte, men väntetiden för den andra stationen minskar drastiskt.
Enligt mina beräkningar halverades nästan väntetiden när transporten skedde under cykeltiden för den andra stationen. Det betyder att man kan spara upp till 1,5 timme per dag. Givetvis bör frågan utredas vidare, framför allt av någon som är ansvarig för underhåll av maskinen, men det är en bit på väg.
En ytterligare fråga jag ställer mig är varför man lagt dom mer tidskrävande operationerna först i maskinens flöde, istället för mot slutet. Givetvis kan det vara så att dom behöver vara före, men ur ett produktionstekniskt perspektiv bör man lägga dom mer tidskrävande arbetsmomenten längst ned i produktionsflödet, och helst av allt dela upp på fler stationer.
Nu kanske ni undrar varför man bör lägga mer tidskrävande uppgifter senare i flödet? Jo, därför att man då får en flexibilitet har möjlighet att just köra in eventuella transportsträckor, som i det här fallet. I en perfekt värld finns det givetvis inga flaskhalsar och alla operationer tar exakt lika lång tid. Men än så länge är världen inte perfekt, och väldigt få svenska företag har idag ens börjat kolla på detta.
I kölvattnet av att en maskin på arbetsplatsen var ur funktion under tre dagar kommer man nu se över rutinerna för säkerhetskopiering av kritiska funktioner på företaget. Vad detta egentligen innebär är högst oklart. Mitt förslag är att man direkt skapar en ögonblicksbild, en hårddiskavbild som är en direkt kopia av hårddisken. Det bör vara den lägsta nivån på säkerhetskopiering för alla företag.
Den som har ansvar för att maskinen skall fungera säger att det är bra om man har en exakt kopia av den nuvarande datorn, med alla styrkort och funktioner för PLC, på hyllan för att snabbt kunna ersätta den vid hårdvarufel. Fördelen är givetvis att man relativt enkelt bör kunna avhjälpa driftstopp, men det är väldigt mycket pengar för en dator som troligtvis aldrig kommer att användas och eventuellt är kraftigt föråldrad när man väl behöver ersätta produktionsdatorn.
Oavsett tillvägagångssätt bör man se över inköpsrutinerna för just datorer och teknik. Istället för att köpa enstaka datorer varje halvår, eller år, bör man köpa in nya datorer till alla på företaget samtidigt eftersom man då har ett bättre förhandlingsläge och med största sannolikhet kommer att få ned totalkostnaden. Utöver lägre kostnader har man även möjlighet att standardisera datorerna i organisationen. Det blir då mycket enklare att ersätta delar och att uppgradera dom vid behov. Dessutom har den som är IT-ansvarig en bättre överblick.
Att köpa förbrukningsvaror i bulk har också fördelar eftersom man då kan få ned kostnaderna. Men stora volymer kan likställas med överproduktion som genererar lager, transporter vilket man då måste ta med i beräkningarna. Men för inköp man faktiskt behöver just nu, som exemplet med datorer för kontors- och produktionsmiljöer är det en bra strategi och kan sänka både inköps- och supportkostnader. Däremot bör man inte köpa in fler datorer än man faktiskt kommer att använda, plus en eller två reservdatorer som nu kan ersätta alla datorer på företaget, oavsett var den används.
Min nuvarande arbetsplats har en bit kvar till att bli en av Sveriges mest strukturerade och produktiva företag. Det är inte så att vi har dålig omsättning eller vinst, men vi behöver fokusera på, och det gäller alla inom organisationen, på att visualisera och åtgärda problem. Jag tillhör en av alla anställda som skriver bra och konstruktiva förslag, samt ger input om idéer för att minska nuvarande störningar. Men att konvertera en text på papper till en genomförd lösning kan ibland ta väldigt lång tid, ibland flera år.
Eftersom vi för närvarande saknar uppdaterade skrivna arbetsinstruktioner arbetar vi efter hur vi har blivit upplärda. Något som är intressant att se är hur man genom att tyst ta initiativ till förändringar, hänga följesedlar på ett visst sätt, skriva datum istället för kryss osv, kan ändra praxis eftersom många börjar anta att det är en ny rutin som vi nu ska följa.
Det är förändringar som är lätta att göra eftersom dom varken kräver förändringar i byråkratin eller godkännande i ett visst hierarkiskt system. Tyvärr är det inte alltid lika lätt med mer omfattande, och ofta nödvändiga, förändringar eftersom dom kan uppfattas som stora, påfrestande, tidskrävande och jobbiga att genomföra. Trots att slutresultatet kommer att gynnas av förbättringen.
Att låta företagets medarbetare ta initiativ och uppmuntra till till förbättringsarbete, och ge dom utrymme att försöka genomföra dom, även om chansen att dom misslyckas är stor, kommer att leda till en ny företagskultur, högre arbetsmoral och ett bättre företag. Det åttonde slöseriet är att inte ta vara på dom anställdas kreativitet.
Arbetsförmedlingen är en av dom mest kritiserade myndigheterna i Sverige och brukar hamna längst ned i undersökningarna med frågan vilken myndighet man har störst förtroende för. När jag för ett par år sedan blev friställd tvingades jag åter ta kontakt med myndigheten för att skriva in mig som arbetssökande.
Mina tidigare intryck av Arbetsförmedlingen var otroligt negativa och som arbetssökande upplevde jag att mitt ärende slussades runt mellan olika handläggare, och när man väl behövde kontakta den som just då var ansvarig för mitt ärende var denne på semester. Jag kan beskrivas som en lösningsfokuserad analyserande person, och med en tids utbildning och arbetserfarenhet av Lean Production började jag genast att identifiera problem och räkna ut vad som behövde förbättras.
Min upplevelse på Arbetsförmedlingen
Väl på Arbetsförmedlingen skulle jag ta en kölapp, precis som personerna före mig så tryckte jag på fel knapp och tvingades lägga ytterligare ett nummer ovanpå automaten för att sedan ta en ny kölapp. Efter ett par minuter hade jag identifierat mig, lagt fram mitt ärende i receptionen och mitt namn skrivits på en lapp och lagts längst ned i högen med andra lappar. Nu satt jag och väntade på att den enda handläggaren som arbetade med inskrivning skulle ropa upp mitt namn. Men det tog tid.
Efter att ha tagit plats framför skrivbordet ombads jag att berätta om min tid innan arbetslösheten. Jag märkte snabbt att handläggaren inte var intresserad, eller förstod och mina tidigare erfarenheter av deras inmatningar i systemen gjorde att jag plockade fram mitt väl uppdaterade CV ur ryggsäcken. Han muttrade något och började ändra och mata in uppgifterna samtidigt som jag förklarade vad som stod på pappret.
När handläggaren hade skrivit in mig, kopierat och klistrat in mellan olika it-system för att skapa en individuell handlingsplan, förklarade han den snabbt för mig och jag fick äntligen lämna Arbetsförmedlingen efter en timma.
Lyckligtvis behövde jag inte vara arbetssökande länge, utan blev uppringd av ett företag som hade hittat mig i Arbetsförmedlingens databas, utan att jag hade sökt jobbet, eller hört talas om företaget tidigare.
Förslag på vad som borde ha gjorts
Många personer, både före och efter mig, hade precis som jag valt fel alternativ i kösystemet och många papperslappar hade lagts åt sidan. Därför är det viktigt att alltid tydligt märka upp alla alternativ som finns. När jag registrerat mig i receptionen finns ett fungerande, om än primitivt, system där mitt namn lades i en hög med andra namn. Man bör överväga eventuella fördelar med att köpa in ett kompletterande kösystemet, som Telias butiker har, där handläggaren kan läsa upp nästa kund/arbetssökande direkt från sin tjänstetelefon.
Direkt när den arbetssökande kommer in på kontoret ska handläggaren fråga om jag har en uppdaterad profil på Platsbanken, som ska kunna gå att kopiera, eller har om man har tagit med sig en uppdaterad meritförteckning. Det blir avsevärt mycket enklare att mata in uppgifterna i IT-systemet, som idag är otroligt krångligt och inte användarvänligt, om man har skriftlig information redan från start.
Vilka av leans 7+1 slöserier kan du hitta på Arbetsförmedlingen?
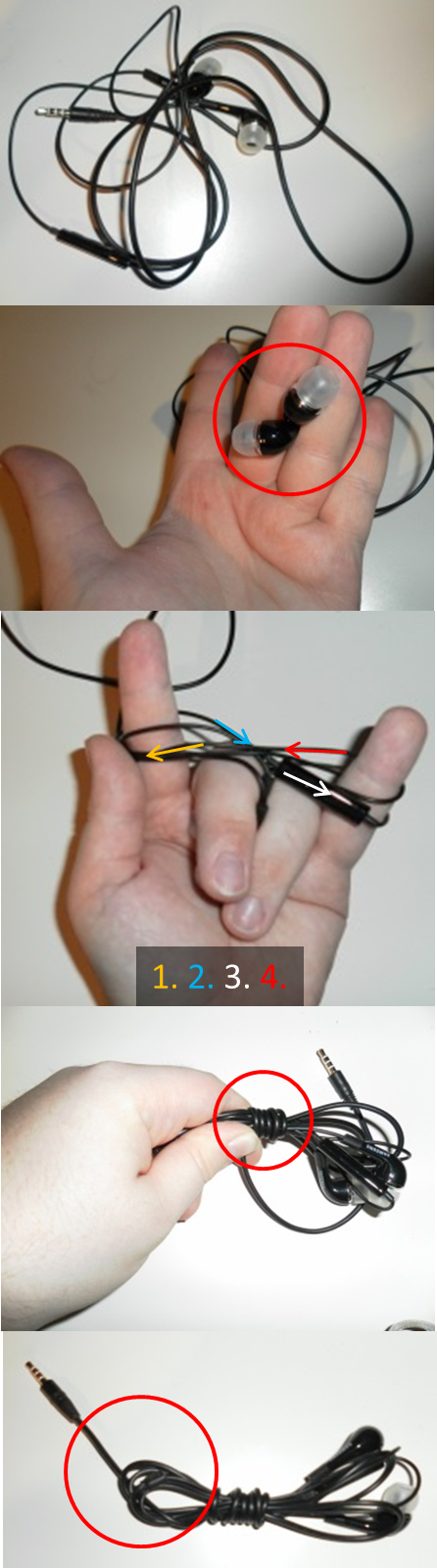
Vi har alla sett det, och själva haft det problemet. Hur vi än försöker så har hörlurarna trasslat ihop sig när de ska användas. Varje gång jag åker i kollektivtrafiken eller ser hur mina kollegor kämpar för att räta ut sladden tänker jag på hur lätt det faktiskt är att åtgärda problemet. När jag lärde mig om djävulshornstekniken så förändrades allt. Nu behöver jag inte längre kämpa, utan kan enkelt lossa lindningen av lurarna.
Givetvis finns det flera sätt att attackera problemet, den variant av ”djävulshornstekniken” som jag använder är bara en av ett flertal lösningar. Du kan använda dig av en pappersklämma, ett gammalt plastkort eller snurra hörlurssladden runt din enhet. Några av lösningarna skapar däremot nya problem, något man också måste överväga om man skall implementera en lösning. Alla måste kunna få vara med och dela sina åsikter och synpunkter.
Vi, åtminstone jag, stör oss dagligen på saker. Det kan vara både arbetsrelaterat och privat. För en arbetsgivare är det viktigt att ha verktyg för att kunna fånga upp vad många kan uppleva vara en störning, framför allt om en eller flera har förslag på hur man kan förbättra nuvarande arbetssätt, process och så vidare. Outnyttjad kreativitet är ett av åtta slöserier.
Djävulshornstekniken för hörlurar
Håll båda lurarna mellan långfinger och ringfinger
Dra tillbaka de två fingrarna och forma handen till ett djävulshorn
Vira hörlurssladden i åttor runt pekfingret och lillfingret
Ta loss ”åttan” med den andra handen och knip sedan runt mitten
Vira resterande del av sladden runt mitten av åttan
För ut en änden med kontakten genom ena loopen/öglan

 Vi transporterar väldigt mycket olika saker på min arbetsplats, och hämtar material och verktyg från flera olika ställen. Jag har efterlyst spaghettidiagram för att visualisera hur mycket vi faktiskt går för att exempelvis hämta tejp, vilket är fallet i detta blogginlägg. Tyvärr har man ännu inte gjort det, men hoppet är det sista som dör.
Vi transporterar väldigt mycket olika saker på min arbetsplats, och hämtar material och verktyg från flera olika ställen. Jag har efterlyst spaghettidiagram för att visualisera hur mycket vi faktiskt går för att exempelvis hämta tejp, vilket är fallet i detta blogginlägg. Tyvärr har man ännu inte gjort det, men hoppet är det sista som dör.